







Автоматична паяльна станція SMD BGA
1. Розділене бачення, легке для новачка, який ніколи не користувався паяльною станцією BGA.2. Автоматично замінюйте, знімайте, паяйте та відпаюйте. 3. Можна зберігати великі температурні профілі, які зручно вибирати для повторного використання. 3 роки гарантії на всю машину
Опис
Автоматична паяльна станція SMD BGA
Це зріла машина з ідеальним досвідом, клієнти, які купили машину DH-A2, були задоволені
ставка до 99,98%, які широко використовувалися в автомобілях, комп'ютерах і мобільних телефонах, більше ніж 1 мільйон клієнтів
використовують.


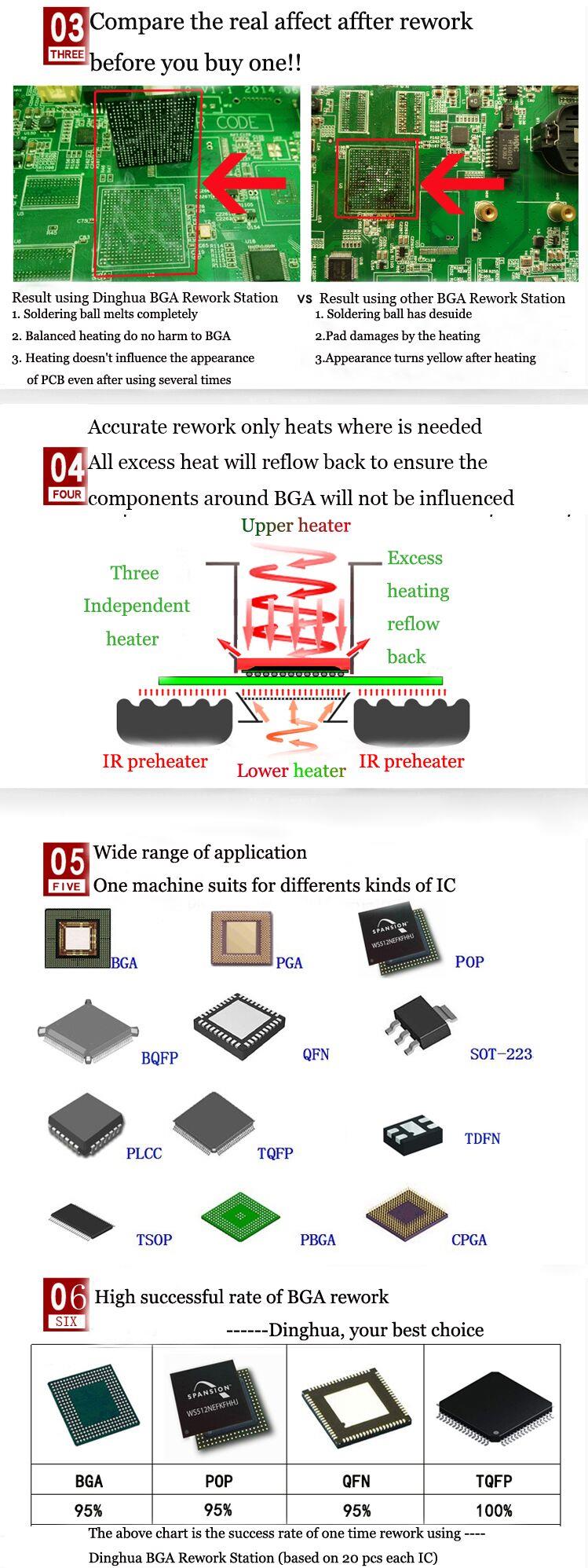
1.Застосування автоматичної паяльної станції SMD BGA
Щоб припаяти, відпаяти, відпаяти різні види мікросхем:
BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA, світлодіодні чіпи.
2. Характеристики продукту автоматичної паяльної станції SMD BGA

* Стабільний і тривалий термін служби (розрахований на 15 років використання)
* Можна відремонтувати різні материнські плати з високим рівнем успіху
* Суворо контролюйте температуру нагріву та охолодження
* Система оптичного вирівнювання: точне встановлення в межах 0.01 мм
* Легкий в експлуатації. Можна навчитися користуватися за 30 хвилин. Особливих навичок не потрібно.
3. Специфікація автоматичної паяльної станції SMD BGA
| Блок живлення | 110~240 В 50/60 Гц |
| Норма потужності | 5400W |
| Автоматичний рівень | паяти, відпаювати, підбирати та замінювати тощо. |
| Оптичний CCD | автоматичні з подавачем стружки |
| Контроль ходу | PLC (Mitsubishi) |
| відстань між стружками | 0.15 мм |
| Сенсорний екран | поява кривих, налаштування часу та температури |
| Доступний розмір PCBA | 22*22~400*420 мм |
| розмір мікросхеми | 1*1~80*80 мм |
| вага | приблизно 74 кг |
4. Деталі автоматичної паяльної станції SMD BGA
1. Верхнє гаряче повітря та вакуумний присосок, встановлені разом, який зручно збирає чіп/компонент для вирівнювання.

2. Оптична ПЗЗ-матриця з розділеним баченням тих крапок на чіпі та материнській платі, які відображаються на екрані монітора.

3. Екран дисплея для мікросхеми (BGA, IC, POP і SMT тощо) проти відповідних точок материнської плати, вирівняних перед пайкою.

4. 3 зони нагріву, верхня гаряче повітря, нижня гаряче повітря та інфрачервоні зони попереднього нагріву, які можна використовувати для малих материнських плат iPhone,
також до материнських плат комп’ютера, телевізора тощо.

5. ІЧ-зона попереднього нагріву покрита сталевою сіткою, яка нагріває рівномірно та безпечніше.

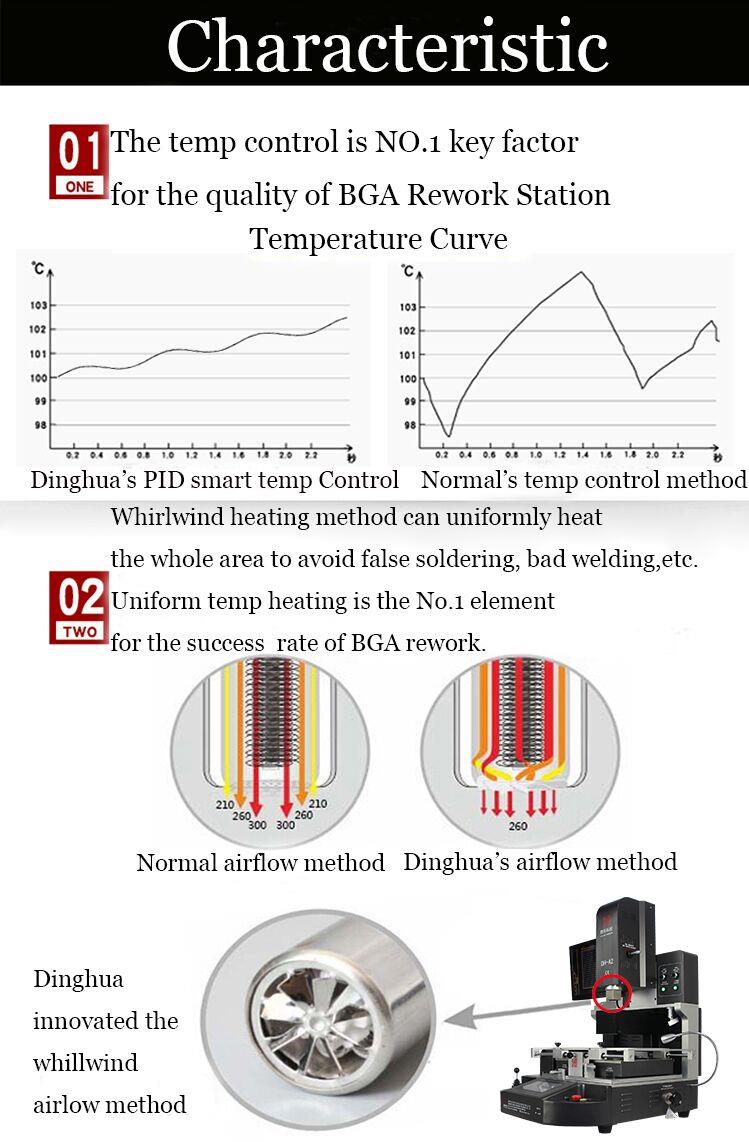
5. Чому варто вибрати нашу автоматичну паяльну станцію SMD BGA?
6.Сертифікат автоматичної машини для переробки BGA
Сертифікати UL, E-MARK, CCC, FCC, CE ROHS. Тим часом, щоб покращити та вдосконалити систему якості, Dinghua пройшла сертифікацію на місці аудиту ISO, GMP, FCCA, C-TPAT.
7. Упаковка та відвантаження автоматичної паяльної станції SMD BGA


8. Відвантаження дляАвтоматична робоча станція SMD SMT LED BGA
DHL/TNT/FEDEX. Якщо вам потрібні інші умови доставки, повідомте нам. Ми вас підтримаємо.
9. Умови оплати
Банківський переказ, Western Union, кредитна картка.
Будь ласка, повідомте нам, чи потрібна вам інша підтримка.
10. Посібник з експлуатації для автоматичної робочої станції SMD SMT LED BGA
11. Відповідні знання для автоматичної паяльної станції SMD BGA
Як запрограмувати температурний профіль:
В даний час існує два типи олова, які зазвичай використовуються в SMT: свинець, олово, Sn, срібло, Ag, мідь і Cu. Температура плавлення sn63pb37
зі свинцем становить 183 градуси, а sn96.5ag3cu0.5 без свинцю становить 217 градусів
3. Регулюючи температуру, ми повинні вставити дріт для вимірювання температури між BGA та PCB і переконатися, що
вставляється відкрита частина переднього кінця дроту для вимірювання температури. Вид
4. Під час посадки кулі невелику кількість паяльної пасти слід нанести на поверхню BGA, а також сталеву сітку, олов’яну кульку та кульку.
посадковий стіл повинен бути чистим і сухим. 5. Паяльну пасту та паяльну пасту слід зберігати в холодильнику при температурі 10 градусів. Вид
6. Перш ніж виготовляти плату, переконайтеся, що друкована плата та BGA сухі та запечені без вологи. Вид
7. Міжнародний знак охорони навколишнього середовища - Ross. Якщо друкована плата містить цей знак, ми також можемо вважати, що друкована плата зроблена
безсвинцевий процес. Вид
8. Під час зварювання BGA рівномірно нанесіть паяльну пасту на друковану плату, і трохи більше можна нанести під час зварювання без свинцю. 9. Коли
зварювання BGA, зверніть увагу на підтримку друкованої плати, не затискайте занадто щільно та залиште зазор для теплового розширення друкованої плати. 10. The
Основна відмінність свинцевого олова від олова, що не містить свинцю: температура плавлення різна. (183 градуси без свинцю 217 градусів) рухливість свинцю хороша, свинець
-вільні бідні. шкідливість. Без свинцю означає захист навколишнього середовища, без свинцю означає захист навколишнього середовища
11. Функція паяльної пасти 1 > допоміжний засіб для паяння 2 > видалення домішок і оксидного шару на поверхні BGA і PCB, роблячи
кращий ефект зварювання. 12. Коли нижня темна інфрачервона нагрівальна пластина очищена, її не можна очистити рідкими речовинами. Це
можна чистити сухою ганчіркою та пінцетом!
Деталі регулювання температури: загальна ремонтна крива розділена на п'ять етапів: попередній нагрів, підвищення температури, постійна температура,
зварювання плавленням і зворотне зварювання. Далі ми розповімо, як налаштувати некваліфіковану криву після тестування. Загалом, розділимо
криву на три частини.
Секція попереднього нагріву та нагріву на ранній стадії є частиною, яка використовується для зменшення різниці температур друкованої плати, видалення
вологи, запобігають піноутворенню та термічному пошкодженню. Загальні температурні вимоги такі: коли другий період о
робота при постійній температурі закінчилася, температура олова, яке ми перевіряємо, має бути між (без свинцю: 160-175 градусів, свинцю: 145-160 градусів),
якщо вона занадто висока, це означає, що ми встановлюємо підвищення температури. Якщо температура в секції опалення занадто висока, температура в
секцію нагріву можна зменшити або час можна скоротити. Якщо вона занадто низька, збільште температуру або збільште час. Якщо друкована плата
дошка довго зберігається і не пропікається, час першого попереднього розігріву може тривати довше, щоб пропекти дошку для видалення вологи.
2. До складу входить ділянка постійної температури. Як правило, настройка температури в секції постійної температури нижча, ніж у
нагрівальної секції, щоб температура всередині кульки припою повільно зростала для досягнення ефекту постійної температури. Функція
Ця частина полягає в активації флюсу, видаленні оксидної та поверхневої плівки та летких речовин самого флюсу, посилення ефекту змочування та зменшення
вплив різниці температур. Фактичну температуру випробування олова в секції загальної постійної температури слід контролювати на рівні
(без свинцю: 170-185 градус, свинець 145-160 градус). Якщо вона занадто висока, постійну температуру можна трохи знизити, якщо вона занадто низька, постійну температуру
норму можна трохи збільшити. Якщо час попереднього нагрівання занадто довгий або занадто короткий відповідно до нашої виміряної температури, його можна відрегулювати
подовження або скорочення періоду постійної температури.
Якщо час попереднього нагрівання короткий, його можна відрегулювати в двох випадках:
Після закінчення кривої другої стадії (стадії нагріву), якщо виміряна температура не досягає 150 градусів, цільову температуру (верхня та нижня криві) на температурній кривій другої стадії можна відповідно підвищити або продовжити час постійної температури відповідним чином. Зазвичай потрібно, щоб температура лінії вимірювання температури досягала 150 градусів після роботи другої кривої. Вид
2. Після закінчення другого етапу, якщо температура виявлення може досягти 150 градусів, третій етап (етап постійної температури) слід продовжити.
Час попереднього нагріву можна збільшити на скільки секунд.
Як боротися з коротким часом зворотного зварювання:
1. Час постійної температури задньої секції зварювання можна помірно збільшити, а різницю можна збільшити якомога більше секунд
En la actualidad, hay dos tipos de estaño comúnmente utilizados en SMT: plomo, estaño, Sn, plata, Ag, cobre y Cu. Точка злиття sn63pb37 з кутом 183 градуси та sn96.5ag3cu0.5 зі кутом 217 градусів
3. Al ajustar la temperature, debemos insertar el cable de medición de temperature entre BGA y PCB, y asegurarnos de que la parte expuesta del
extremo frontal del cable de medición de temperatura esté insertada. Una especie de
4. Durante la siembra de bolas, se aplicará una pequeña cantidad de pasta de soldadura sobre la superficie de BGA, y la mesa de siembra de malla de
acero, bolas de estaño y bolas debe estar limpia y seca. 5. La pasta de soldadura y la pasta de soldadura deben almacenarse en el refrigerador a 10 degree .
Una especie de
6. Antes de hacer la placa, asegúrese de que el PCB y el BGA estén secos y horneados sin humedad. Una especie de
7. La marca internacional de protección del medio ambiente es Ross. Si el PCB contiene esta marca, también podemos pensar que el PCB está hecho
por un proceso sin plomo. Una especie de
8. Durante la soldadura BGA, aplique uniformemente pasta de soldadura en PCB, y se puede aplicar un poco más durante la soldadura de viruta sin
пломо. 9. Al Soldar BGA, preste atención al soporte de PCB, no lo apriete demasiado, y reserve el el espacio de expansión térmica de PCB. 10. Ла
principal diferencia entre el estaño y el estaño sin plomo: el punto de fusión es diferente. (183 градуси від plomo 217 градусів ) la movilidad del plomo es buena,
sin plomo pobre. nocividad Sin plomo significa protección del medio ambiente, sin plomo significa protección del medio ambiente
11. La función de soldadura en pasta 1> ayuda para soldar 2>eliminando impurezas y capa de óxido en la superficie de BGA y PCB, mejorando el efecto
де солдадура. 12. Cuando se limpia la placa calefactora infrarroja oscura inferior, no se puede limpiar con sustancias líquidas. ¡Se puede limpiar con un paño seco y pinzas!
Detalles de ajuste de temperatura: la curva de reparación general se divide en cinco etapas: precalentamiento, aumento de temperatura, temperatura constante, soldadura por fusión y soldadura por retroceso. A continuación, presentaremos cómo ajustar la curva no calificada después de la prueba. En general, dividiremos la curva en tres partes.





