

Паяльна станція DH-A2 BGA
Простий в експлуатації.
Підходить для мікросхем і материнських плат різного розміру.
Висока успішність ремонту.
Опис
Паяльна станція DH-A2 BGA
1. Застосування паяльної станції DH-A2 BGA
Підходить для різних друкованих плат.
Материнська плата комп'ютера, смартфон, ноутбук, логічна плата MacBook, цифрова камера, кондиціонер, телевізор і
інше електронне обладнання з медичної промисловості, галузі зв'язку, автомобільної промисловості тощо.
Підходить для різних типів мікросхем: BGA, PGA, POP, BQFP, QFN, SOT223, PLCC, TQFP, TDFN, TSOP, PBGA, CPGA,
Світлодіодний чіп.
2. Характеристики продукту паяльної станції DH-A2 BGA

• Автоматична розпайка, монтаж і пайка.
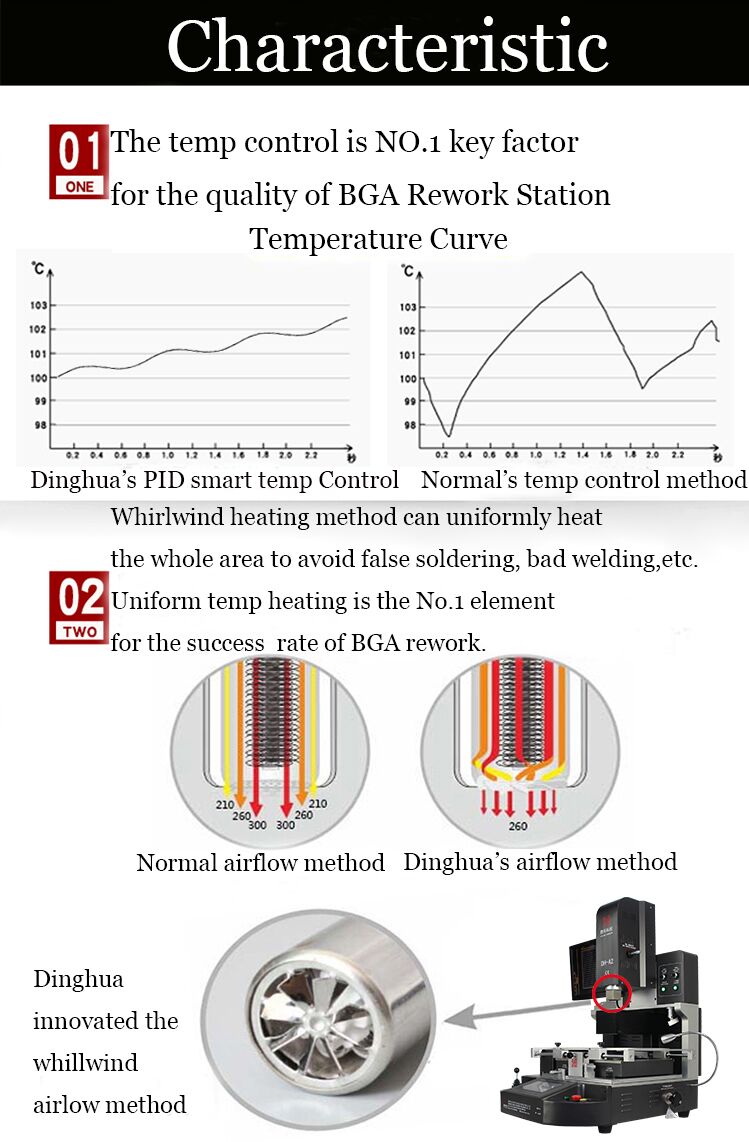
• Характеристика високого об’єму (250 л/хв), низького тиску (0,22 кг/см2), низької температури (220 градусів) повністю переробляється
гарантує мікросхемам BGA електроенергію та відмінну якість пайки.
•Використання тихої повітродувки низького тиску дозволяє регулювати безшумний вентилятор, потік повітря може
регулювати до максимуму 250 л/хв.
• Центральна опора з кількома отворами гарячого повітря особливо корисна для великих друкованих плат і BGA, розташованих у центрі
PCB. Уникайте холодної пайки та падіння мікросхеми.
•Температурний профіль нижнього нагрівача гарячого повітря може сягати 300 градусів, що є критичним для материнської плати великого розміру.
При цьому верхній нагрівач можна налаштувати як синхронну, так і незалежну роботу
3. Специфікація паяльної станції DH-A2 BGA
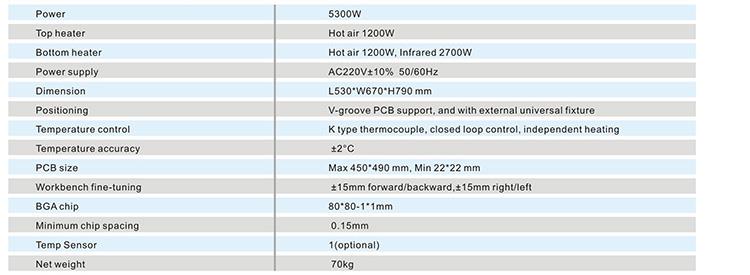
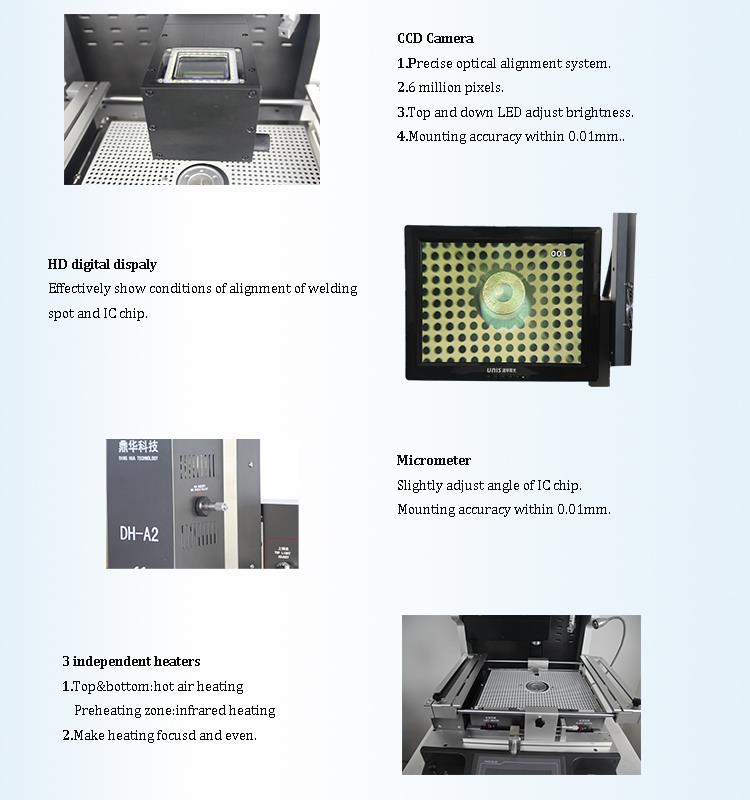
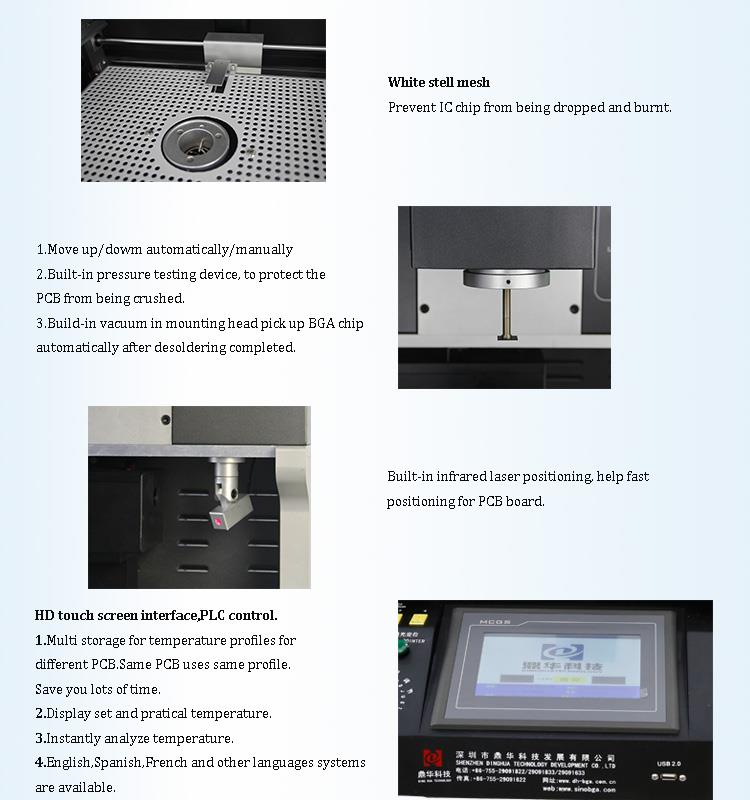
4. Деталі паяльної станції DH-A2 BGA

5. Чому варто обрати нашу паяльну станцію DH-A2 BGA?
6. Сертифікат паяльної станції DH-A2 BGA
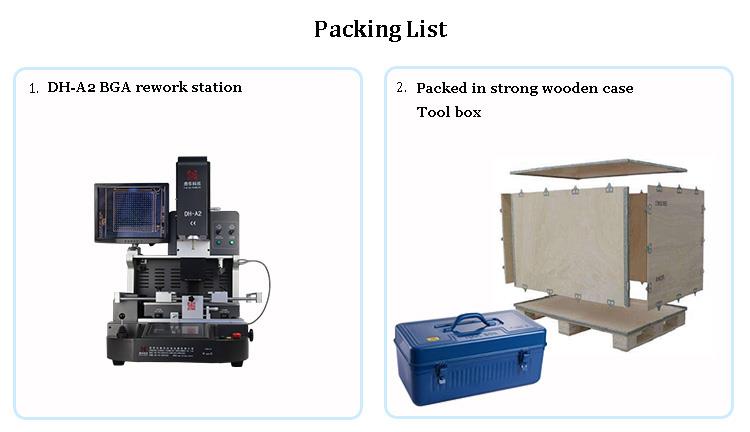
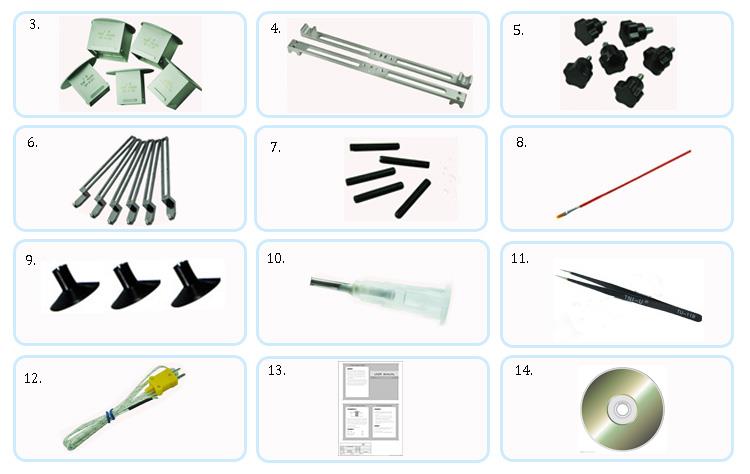
7. Упаковка та відвантаження паяльної станції DH-A2 BGA
8. Пов'язані знання проПаяльна станція DH-A2 BGA
•Який принцип технології процесу зварювання BGA?
Принцип пайки оплавленням, який використовується при пайці BGA. Тут ми представляємо механізм оплавлення кульок припою під час процесу пайки.
Коли кулька припою знаходиться в нагрітому середовищі, оплавлення кульки припою поділяється на три фази:
Попередній нагрів:
Спочатку починає випаровуватися розчинник, який використовується для досягнення бажаної в’язкості та властивостей трафаретного друку, і підвищення температури має бути повільним.
(приблизно 5 градусів C за секунду), щоб обмежити кипіння та бризки, щоб запобігти утворенню дрібних олов’яних кульок, а для деяких компонентів – порівняти внутрішні
стреси. Чутливий, якщо зовнішня температура компонента підвищується занадто швидко, це спричинить поломку.
Флюс (паста) активний, починається дія хімічного очищення, водорозчинний флюс (паста) і флюс (паста), що не очищається, мають однакове очищення
дії, хіба що температура трохи інша. Оксиди металів і деякі забруднення видаляються з частинок металу та припою
бути зв'язаним. Хороші металургійні паяні з’єднання вимагають «чистої» поверхні.
Коли температура продовжує зростати, частинки припою спочатку розплавляються окремо і починають «запалювальний» процес розрідження та всмоктування поверхні.
Це охоплює всі можливі поверхні та починає утворювати паяні з’єднання.
рефлюкс:
Цей етап є найважливішим. Коли окрема частинка припою повністю розплавляється, вона об’єднується, утворюючи рідке олово. У цей час поверхневий натяг
починає формувати поверхню галтелі припою, якщо зазор між проводами компонента та контактною площадкою друкованої плати перевищує 4 мілі (1 мілі=одна тисячна одного дюйма),
дуже ймовірно, що штифт і подушечка розділені через поверхневий натяг, що спричиняє відкриття олов’яного вістря.
Заспокойся:
Під час фази охолодження, якщо охолодження відбувається швидко, міцність точки олова буде трохи більшою, але воно не повинно бути надто швидким, щоб викликати температурний стрес всередині
компонент.





