

Автоматизоване паяння для світлодіодних ламп
Автоматизоване паяння для світлодіодних ламп. Різний дизайн і різні рішення.
Опис
Автоматизоване паяння для світлодіодних ламп

1. Моделі для автоматичного паяння для світлодіодних ламп
A. Одна головка, одна станція (вісь R)
B. Одна головка, подвійні станції (вісь R)
C. Подвійні головки, одна станція, (вісь R)
D. Подвійні головки, подвійні станції (вісь R).
E. Доступні інші індивідуальні конструкції. Ласкаво просимо до нас.
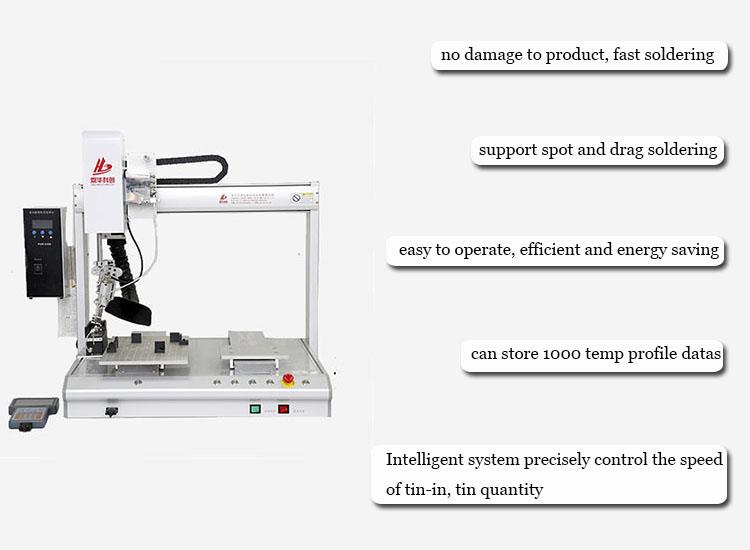
2. Функції автоматичного паяння для світлодіодних ламп
Ефективне зниження людських зусиль і витрат праці.
Зручний у використанні.
Стабільна продуктивність і довговічність.
3. Застосування автоматичної пайки для світлодіодних ламп
Автоматизоване паяння стає все більш популярним у процесі виробництва світлодіодних світильників.
Цей процес передбачає використання паяльних апаратів, запрограмованих на виконання точного паяння
операції автоматично. Як наслідок, ця технологія пропонує численні переваги, коли справа стосується
виробництво світлодіодних світильників.
По-перше, автоматичне паяння гарантує послідовність і точність процесу пайки. Машини
запрограмовані на роботу з постійною швидкістю, температурою та тиском, що усуває ризик
людська помилка. Це гарантує надійність усіх з’єднань і високу якість готового продукту.
По-друге, автоматизована пайка значно скорочує час виготовлення світлодіодних світильників. Цей процес багато
швидше, ніж ручне паяння, оскільки машини можуть паяти кілька з'єднань одночасно. Це означає
що виробники можуть виробляти світлодіодні ліхтарі набагато швидше, що знижує витрати на виробництво та покращує якість
ефективність.
По-третє, автоматизована пайка виключає ризик травмування працівників. Ручна пайка - небезпечний процес
що піддає працівників впливу високих температур і токсичних випарів. Автоматизована пайка усуває ці ризики, як
машини виконують всі операції пайки без втручання людини.
Підсумовуючи, застосування автоматизованого паяння у виробництві світлодіодних світильників має численні переваги.
Технологія забезпечує послідовне та точне паяння, скорочує час виробництва та витрати, а також усуває
ризик травмування працівників. Оскільки попит на світлодіодні ліхтарі продовжує зростати, автоматичне паяння стає популярним
незамінний інструмент для виробників, які прагнуть залишатися конкурентоспроможними та ефективно виробляти високоякісні продукти.
6.Свідоцтво проАвтоматизоване паяння для світлодіодних ламп
![]()

Wamly вітає ділових партнерів з усього світу. Ласкаво просимо до нас!
7. Пов'язані знання
З визначення припою можна зрозуміти, що «змочування» є головним героєм процесу зварювання. Так зване зварювання
це використання рідкого «припою» вологим на підкладці для досягнення ефекту з’єднання. Це явище схоже на те, що вода падає на a
тверда поверхня. Різниця полягає в тому, що зварний шов затвердіє в з’єднання при зниженні температури. Коли припій намокає
підкладка, теоретично, метал з’єднується з металом, утворюючи суцільне з’єднання. Однак за реальних умов
підкладка розмивається повітрям і навколишнім середовищем, утворюючи шарову оксидну плівку, яка блокує "припій", щоб він міг
не досягти кращого ефекту змочування. Явище полягає в тому, що вода виливається на тарілку, наповнену жиром, воду можна лише кон-
концентруються в деяких місцях і не можуть бути рівномірно розподілені на пластині. Якщо оксидна плівка на поверхні
підкладка не видаляється, навіть якщо вона ледь покрита «припоєм», міцність зв’язку дуже слабка.
1. Різне зварювання та склеювання
Коли два матеріали з’єднуються разом за допомогою клею, поверхні двох матеріалів з’єднуються один з одним, оскільки клей
забезпечує механічний зв'язок між ними. Оскільки клей нелегко зафіксувати між ними, блискуча поверхня не така хороша
шорстку або вигравірувану поверхню. Склеювання — це поверхневе явище, яке можна стирати з поверхні оригіналу під час клею
мокрий. Зварювання - це утворення хімічного зв'язку металу між припоєм і металом. Молекули припою проникають
в молекулярну структуру поверхні металу підкладки, щоб утворити міцну, повністю металеву структуру. Коли припій розплавиться, він
неможливо повністю стерти його з металевої поверхні, оскільки він став частиною основного металу.
2, змочування і відсутність змочування
Шматок змащеного металевого листа занурюють у воду і не змочують. У цей момент вода утворює сферичну водяну краплю
який буде струсити, щоб вода не змочувала та не прилипала до металевого листа. Якщо металевий лист мити в гарячому миючому розчині, обережно
висушити, а потім занурити у воду, вода повністю дифундує на поверхню металевого листа, утворюючи тонкий однорідний шар плівки.
Він не впаде, тобто вже намочив металевий лист.
3, чистий
Коли металевий лист дуже чистий, вода намочить поверхню. Тому, коли «поверхня припою» і «поверхня металу» також дуже
чистою, припій намочить металеву поверхню, яка набагато чистіша, ніж вода. Металеві листи набагато вищі, тому що має бути a
щільне з’єднання припою з металом, інакше між ними утворюється дуже тонкий шар оксиду. На жаль, майже всі метали
негайно окислюються при контакті з повітрям, і цей надзвичайно тонкий шар оксиду перешкоджатиме зволоженню припою на поверхні металу.
Примітка: «Припій» означає сплав олова та свинцю 60/40 або 63/37; «підкладка» відноситься до металу, який буде зварюватися, наприклад, друкованої плати або опори частини.
4, капілярна дія
Якщо дві чисті металеві поверхні зібрати разом і занурити в розплавлений припій, припій змочить дві металеві поверхні та підніметься вгору, щоб заповнити проміжок між суміжними поверхнями, що є капілярною дією. Якщо поверхня металу нечиста, змочування та капілярна дія не буде, і припій не заповнить цю точку. Коли друкована плата з покритим наскрізним отвором проходить через піч для хвильового паяння, сила капілярної дії заповнює отвір через отвір, і на друкованій платі утворюється так звана «паяльна стрічка», і тиск олов'яна хвиля спаяна не повністю. Проштовхніть цю дірку.





